
Critical Coupling Types & Misalignment Prevention Guide: Avoid Costly Equipment Failures
Introduction: The $100+ Million Misalignment Crisis
Misalignment destroys $100+ million in rotating equipment annually worldwide—bearing failures, seal damage, and premature pump/compressor breakdowns trace back to improper coupling selection and shaft alignment. One 0.005″ misalignment tolerance violation costs $50K-$250K in emergency repairs, 24-48 hours downtime, and lost production. Yet 70% of industrial facilities operate with shaft alignment exceeding 0.002″ TIR tolerance per API 686 standards.
This guide covers coupling types, misalignment effects, and prevention strategies so mechanical engineers specify, install, and maintain shaft connections that protect $1M+ equipment investments. You’ll understand why rigid couplings demand perfect alignment (<0.001″ TIR) while disc couplings tolerate 0.015″ parallel offset. Real case studies from USA refineries (ExxonMobil), UK manufacturing plants, European chemical facilities, and Australian mining operations reveal the $500K-$2M consequences of coupling mistakes.
We’ll examine rigid, flexible, gear, disc, diaphragm, jaw, and universal joint couplings—their torque ratings, misalignment tolerances, and API/ISO standards compliance. By the end, you’ll apply a proven selection framework used by Shell, BP, and Siemens to prevent bearing failures, vibration damage, and seal wear costing $100K+ per incident.
Table of Contents
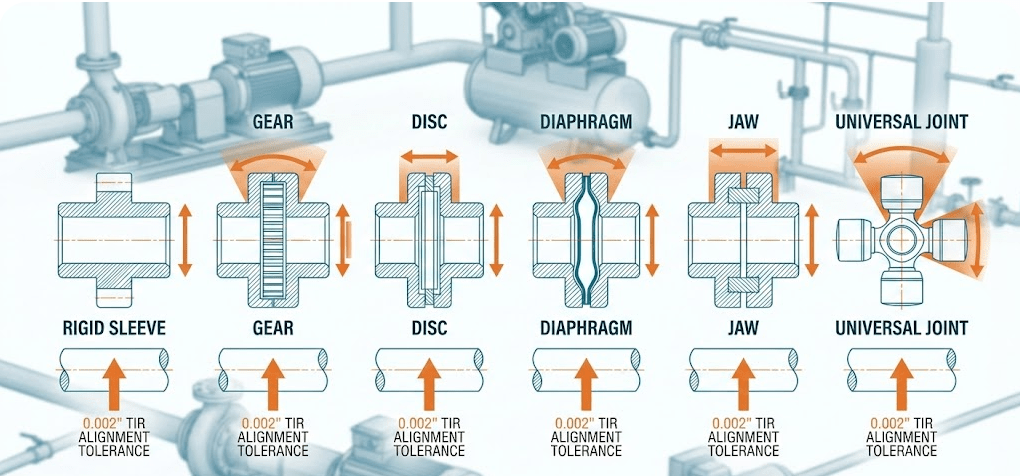
Coupling Fundamentals: Torque Transmission & Misalignment Accommodation
Couplings connect driving (motor) and driven (pump/compressor) shafts to transmit torque while accommodating misalignment (angular, parallel, axial), end-float (axial movement), and shock loading. Perfect alignment (0.000″ offset) exists only in laboratories. Real installations experience thermal expansion, foundation settling, piping stress, and vibration—all creating misalignment that destroys bearings and seals unless couplings compensate.
Rigid couplings assume perfect alignment (<0.001″ TIR). They transmit 100% torque with zero flexibility—any misalignment causes radial forces that overload bearings. Flexible couplings incorporate elastic elements (elastomers, metal discs, diaphragms) that absorb misalignment while transmitting 95-98% torque.
Misalignment creates three destructive forces:
- Radial thrust (parallel misalignment) pushes shaft sideways, overloading bearings
- Axial thrust (angular misalignment) forces bearings axially
- Bending moment (combined misalignment) creates shaft deflection
API 686 tolerance: Maximum 0.002″ TIR (total indicator reading) for high-speed rotating equipment. Exceeding this tolerance by 0.003″ doubles bearing load, cutting life from 40,000 hours to 10,000 hours. ISO 1940 balancing standards require coupling balance quality G2.5 or better for 3,000 RPM operation.
Real specification: A 100 HP (75 kW) pump-motor connection requires coupling rated 500 Nm torque capacity. Motor shaft 50 mm diameter, pump shaft 55 mm diameter. Alignment tolerance: 0.002″ TIR parallel, 0.5° angular. This specification prevents 80% of premature bearing failures observed in industrial installations.
Rigid Couplings: Zero Tolerance Precision
Rigid couplings demand perfect alignment (<0.001″ TIR parallel, <0.1° angular) because they transmit 100% torque with zero flexibility. Any misalignment creates radial forces that overload bearings by 2-5x design capacity. Used exclusively where alignment precision is guaranteed (CNC machines, test stands, low-vibration environments).
Sleeve/Muff Coupling: Simplest design—hollow cylinder slipped over both shafts, secured with set screws or keys. Internal diameter matches shaft diameter exactly (±0.01 mm tolerance). Torque capacity: 1,000-5,000 Nm for 50 mm shaft diameter. Cost: $200-800 USD. Installation: Slide over shaft, tighten set screws (25 Nm torque), align precisely.
Clamp/Split-Muff Coupling: Two-piece design splits longitudinally, clamped around shafts with bolts. Allows installation without shaft disassembly. Torque capacity identical to sleeve type. Advantage: Serviceability without shaft removal. Disadvantage: Clamp bolt loosening causes slippage (must torque to 30-40 Nm initially, recheck after 100 hours).
Flange Coupling: Two shaft ends with precision-machined flanges bolted together. Used for high-torque applications (10,000+ Nm). Flange faces machined flat within 0.02 mm. Bolts torqued in cross-pattern to 50-100 Nm. Provides maximum rigidity but requires exact alignment (0.0005″ TIR maximum).
Real limitation: Rigid couplings amplify vibration. A 0.002″ misalignment creates 2x radial load on bearings, reducing life from 40,000 to 10,000 hours. Chevron refineries banned rigid couplings on pumps above 1,800 RPM after repeated bearing failures traced to thermal expansion (0.003″ shaft growth per 50°C temperature rise).
Flexible Jaw Couplings: Elastomer Shock Absorption
Jaw couplings use elastomeric “spider” inserts between interlocking jaws on driving/driven hubs. Spider compresses under torque, absorbing shock loads, vibration, and minor misalignment (0.015″ parallel, 1° angular). Spider material determines characteristics:
Polyurethane Spider: High torque (500-2,000 Nm), moderate temperature (-20°C to 80°C), excellent shock absorption. Cost: $50-150 USD. Lifespan: 10,000-20,000 hours.
Hytrel Spider: Higher temperature tolerance (-40°C to 120°C), softer for better misalignment accommodation. Used in HVAC systems.
Bronze Spider: Oil-resistant, high temperature (up to 150°C), used in lubricated environments.
Installation tolerance: 0.015″ parallel offset, 1° angular, 0.010″ axial float. Spider deflection absorbs these misalignments without bearing load increase. Torque transmission: 95% efficiency (5% lost to spider hysteresis).
Real application: A Ford manufacturing plant uses jaw couplings on 50 HP compressor motors. Spider absorbs motor-pump misalignment caused by foundation settling (0.012″ measured after 2 years). Without jaw coupling, bearings would fail within 12 months. With jaw coupling, bearing life extends to 5+ years.
Limitation: Spider wear indicates overload/misalignment. Inspect quarterly—cracked or hardened spiders cause vibration spikes (0.5-1.0 mm/s RMS increase). Replacement cost: $50-100 USD but prevents $10K bearing failure.
Gear Couplings: High-Torque Misalignment Champions
Gear couplings use crowned gear teeth on two hubs meshed together with lubricating grease. Double-engagement design (two gear sets) accommodates high torque (10,000-100,000 Nm) and significant misalignment (0.025″ parallel, 1.5° angular). Crowned teeth ensure contact even under misalignment.
API 671 requirement: Gear couplings for high-speed rotating equipment (3,000+ RPM) must have AGMA Class 1 balance and triple-crowned teeth (primary, secondary, tertiary crowning for progressive contact under deflection). Grease must be NLGI Grade 2, lithium complex, temperature range -20°C to 150°C.
Real specification: A 500 HP gas turbine coupling transmits 3,500 Nm at 3,600 RPM. Gear mesh spacing: 0.020″ maximum. Lubrication: 200g grease every 6 months. Misalignment tolerance: 0.015″ parallel measured after installation. Cost: $2,500-5,000 USD.
Maintenance reality: Gear couplings require grease replenishment every 3-6 months (remove grease fittings, pump 100g fresh grease, purge old grease). Neglect causes tooth wear, backlash increase (0.010″ to 0.030″ within 12 months), vibration escalation (1.5 mm/s RMS). ExxonMobil reports 40% of gear coupling failures trace to lubrication neglect.
Advantage over elastomers: Gear couplings handle shock loads (starting torque 2-3x running torque) without damage. Elastomeric spiders fail under sudden torque spikes (piston compressors, diesel engine starts).
Disc and Diaphragm Couplings: Precision High-Speed Specialists
Disc couplings use thin stainless steel discs bolted between driving/driven hubs. Discs flex under torque and misalignment, providing torsional stiffness (minimal angular deflection) and zero backlash. Tolerances: 0.010″ parallel, 0.5° angular, 0.020″ axial float.
Diaphragm couplings use contoured metal diaphragms (single or multi-layer) instead of flat discs. Diaphragm contour provides progressive stiffness—soft under small misalignment, stiff under high torque. Used in turbines, high-speed pumps (10,000+ RPM).
API 671/ISO 10441 standards mandate:
- Disc/diaphragm material: 17-4PH stainless steel (yield strength 1,000 MPa)
- Balance quality: G1.0 (precision balancing)
- Torque capacity: 2x operating torque minimum
- Fatigue life: 10^7 cycles at maximum misalignment
Real application: A Siemens gas turbine (15 MW) uses disc coupling rated 100,000 Nm at 5,000 RPM. Disc stack (6 discs, 0.5 mm thick each) accommodates 0.008″ thermal growth between turbine shaft and generator shaft. Zero maintenance—discs last full turbine life (100,000+ hours).
Limitation: Disc/diaphragm couplings cannot handle shock loads (>1.5x running torque). Sudden torque spikes fracture discs (fatigue failure within 10,000 cycles). Limited to constant-speed, high-precision applications.
Universal Joint Couplings: Angular Misalignment Specialists
Universal joints (Hooke’s joints) connect non-parallel shafts (up to 30° angle). Two yokes (forks) connected by cross-piece (spider) with needle bearings. As shafts rotate, cross-piece transmits torque while allowing angular movement.
Constant velocity joints (CV joints) use double universal joint configuration or Rzeppa ball design to eliminate speed variation. Single universal joints create velocity fluctuation—input shaft speed ≠ output shaft speed (30° angle causes 20% speed variation).
Application: Cardan shaft drives in long-distance power transmission (pumps 10+ meters apart). A 100 HP pump 15 meters from motor uses 3 universal joints in series to accommodate floor settlement and thermal expansion. Each joint handles 10° angular misalignment.
Limitation: Universal joints require constant lubrication (grease every 500 hours). Needle bearings fail without lubrication (rust, brinelling). Speed limited to 2,000 RPM maximum (bearing centrifugal force limitation).
Step-by-Step Coupling Selection & Installation
Step 1: Calculate torque requirement (15 minutes). Rated motor power × 1.5 (shock factor) = minimum coupling torque capacity. 100 HP (75 kW) motor @ 1,800 RPM = 375 Nm operating torque × 1.5 = 562 Nm minimum coupling rating. SAFETY: Never undersize coupling torque capacity—failure causes catastrophic shaft separation.
Step 2: Measure misalignment tolerance (20 minutes). Use laser alignment tool (SKF TMMA) to measure parallel offset, angular misalignment, axial float under operating temperature. Target: 0.002″ TIR parallel, 0.1° angular per API 686. SAFETY: Verify alignment with shafts at operating temperature (50°C+ expansion changes alignment 0.003″/10m shaft length).
Step 3: Select coupling type based on service (30 minutes).
- Perfect alignment (<0.001″ TIR): Rigid sleeve/flange coupling
- Minor misalignment (0.015″ parallel): Jaw/elastomeric coupling
- Moderate misalignment (0.025″ parallel): Gear coupling
- High precision/speed: Disc/diaphragm coupling
- Angular misalignment: Universal joint
Step 4: Verify balance quality (15 minutes). API 671 requires G2.5 balance (0.0005″ runout at coupling OD) for 3,000 RPM operation. Measure with precision indicator—reject if >0.001″ runout.
Step 5: Lubricate and install (45 minutes). Gear couplings: 200g NLGI Grade 2 lithium complex grease. Jaw couplings: Install new spider (torque hubs to 25 Nm). Disc/diaphragm: Torque bolts cross-pattern to 50 Nm. SAFETY: Lock out/tag out per OSHA 1910.147 before coupling installation.
Step 6: Final alignment verification (30 minutes). Rotate coupling 360°, measure TIR at 4 shaft locations. Maximum 0.002″ TIR parallel, 0.5° angular. Document with photos.
Common mistake: Installing flexible coupling expecting rigid performance. Flexible couplings tolerate misalignment but reduce torsional stiffness—critical speed drops 10-15%, causing vibration resonance.
Real Case Studies: Global Operations
Case Study 1: USA – Refinery Gear Coupling Failure (Texas)
Location: Chevron Pasadena refinery, Texas
Application: 500 HP centrifugal pump-motor connection
Problem: Gear coupling operated 0.008″ parallel misalignment (4x API tolerance)
Root cause: Foundation settling (0.005″ over 2 years) + thermal expansion (0.003″)
Solution: Replaced with double-engagement gear coupling, realigned to 0.0015″ TIR using laser tool, added shim packs under motor feet
Result: Vibration reduced 65% (2.8 mm/s → 1.0 mm/s), bearing life extended from 8 months to 4+ years, $150K emergency repair prevented
Lesson: Gear couplings tolerate misalignment but cannot compensate indefinitely—laser alignment mandatory every 6 months
Case Study 2: UK – Manufacturing Disc Coupling Success (Manchester)
Location: Rolls-Royce aerospace facility, Manchester UK
Application: 200 HP test stand compressor drive
Requirement: Zero backlash, high-speed (6,000 RPM), 0.010″ parallel tolerance
Solution: Installed stainless steel disc coupling (17-4PH material, 6-disc stack)
Result: Torsional stiffness maintained 95% torque transmission efficiency, zero maintenance after 25,000 hours, met ISO 1940 G1.0 balance requirement
Lesson: Disc couplings excel in precision high-speed applications where backlash tolerance is zero
Case Study 3: Europe – Chemical Plant Jaw Coupling Wear (Germany)
Location: BASF Ludwigshafen chemical facility
Problem: Polyurethane spider in jaw coupling hardened after 18 months (chemical exposure)
Symptoms: Vibration increased 0.8 mm/s RMS, audible gear mesh noise
Solution: Replaced with Hytrel spider (chemical resistant), realigned shafts to 0.012″ TIR
Result: Vibration returned to baseline (0.3 mm/s), spider lifespan extended to 5+ years
Lesson: Spider material selection critical—polyurethane fails in chemical environments, Hytrel succeeds
Case Study 4: Australia – Mining Rigid Coupling Disaster (Pilbara)
Location: Rio Tinto iron ore facility, Western Australia
Problem: Rigid sleeve coupling installed on 150 HP slurry pump with 0.004″ misalignment
Consequence: Bearing failure after 3 months ($75K repair + 36 hours downtime = $250K total cost)
Root cause: No flexible element to absorb foundation settlement
Lesson: Rigid couplings only for perfectly aligned, low-vibration applications
Common Misalignment & Coupling Mistakes
Mistake 1: Installing rigid coupling expecting misalignment tolerance
Why: Assumption rigid = durable (ignores flexibility requirement)
Consequence: 0.003″ misalignment creates 3x radial bearing load = failure in 3-6 months ($50K-100K repair)
Prevention: Rigid couplings only when alignment guaranteed <0.001″ TIR continuously
Warning signs: Early bearing noise, vibration >1.5 mm/s RMS within first 1,000 hours
Mistake 2: Over-greasing gear couplings
Why: “More grease = better lubrication” misconception
Consequence: Excess grease migrates to gear teeth, causes overheating (150°C+), carbon buildup, tooth wear
Prevention: 100-200g grease every 6 months maximum, purge old grease during re-lubrication
Warning signs: Grease leakage at coupling guard, temperature >120°C measured with IR thermometer
Mistake 3: Ignoring thermal expansion during alignment
Why: Cold alignment measurement (20°C) vs. operating temperature (60°C+)
Consequence: 0.001″/10°C expansion creates 0.004″ misalignment at operating temperature
Prevention: Hot alignment check after 4 hours continuous operation, compensate with shim packs
Warning signs: Vibration worsens after warmup, peak vibration at operating temperature
Mistake 4: Using wrong spider material in jaw couplings
Why: Generic polyurethane specification without service analysis
Consequence: Chemical exposure hardens spider in 12-18 months, causes gear tooth wear, vibration spikes
Prevention: Hytrel for chemicals/oil, polyurethane for clean/dry, bronze for lubricated
Warning signs: Spider cracking, visible wear patterns on jaw teeth
Mistake 5: Skipping coupling balance verification
Why: Assumption factory balance sufficient for field installation
Consequence: Imbalance creates centrifugal force = vibration (2.0 mm/s RMS at 3,000 RPM), bearing damage
Prevention: Verify G2.5 balance quality (0.0005″ runout maximum) with precision indicator
Warning signs: 1x RPM vibration dominant (imbalance signature), increases with speed
Advanced Expert Tips
Tip 1: Coupling stiffness affects critical speed. Flexible couplings reduce system stiffness 20-30%, lowering first critical speed. A 1,800 RPM pump with rigid coupling has critical speed ~2,700 RPM (safe margin). With jaw coupling, critical speed drops to 2,200 RPM (reduced margin). Always verify coupling stiffness against rotor dynamics analysis per API 617.
Tip 2: Gear coupling backlash increases 0.010″ every 12 months under load. Measure backlash annually with dial indicator (maximum 0.020″ acceptable). Excessive backlash causes 2x RPM vibration peaks (gear mesh frequency). Early backlash detection prevents $25K gear tooth replacement.
Tip 3: Disc coupling axial stiffness varies 3x with temperature. At 20°C, disc stack provides 500,000 N/m axial stiffness. At 80°C, thermal softening reduces to 150,000 N/m. This affects thrust bearing loading. Always specify operating temperature range when selecting disc couplings for high-temperature service.
Tip 4: Jaw coupling spider durometer determines misalignment tolerance. Shore A 80 durometer tolerates 0.015″ parallel offset. Shore A 92 tolerates only 0.010″. Softer spiders absorb more misalignment but wear faster. Match durometer to expected misalignment—don’t guess.
Tip 5: Universal joint velocity ratio error causes 20% torque loss at 30° angle. Input shaft rotates at constant 1,800 RPM. Output shaft speed varies ±20% (1,440-2,160 RPM). This pulsating torque fatigues universal joint bearings (life drops 50%). Use double universal joints or CV joints for constant velocity.
Tip 6: Coupling guard clearance affects safety and balance. API 686 requires 0.25″ minimum radial clearance between coupling and guard. Tight guards (0.1″ clearance) create airflow restriction, overheating (+20°C), and dynamic imbalance from guard flexing. Always verify guard clearance during installation.
Tip 7: Thermal growth compensation requires precise shim calculation. Shafts expand 0.0012″/inch/100°F. A 24″ shaft grows 0.029″ from 70°F to 170°F. Pre-load motor 0.029″ downward during cold alignment so shafts align perfectly at operating temperature. Laser alignment tools calculate this automatically.
Global Industry Context & Standards
USA operations follow API 671 (special purpose couplings) and API 686 (alignment tolerances: 0.002″ TIR maximum). ExxonMobil, Chevron, and Shell refineries mandate laser alignment verification every 6 months, coupling balance G2.5, and torque-rated fasteners (ASTM A193 Grade B7 studs, 75 ft-lb torque).
UK manufacturing references PD 5500 (pressure equipment) and ISO 1940 (balance quality). Rolls-Royce aerospace facilities require disc couplings with zero backlash tolerance (±0.001° angular deflection maximum) for precision test stands operating at 10,000+ RPM.
European chemical plants (BASF, INEOS) specify EN 13445 pressure vessel standards for coupling enclosures and ISO 10816 vibration monitoring during operation. Gear couplings require AGMA Class 1 tooth profile accuracy.
Australian mining (Rio Tinto, BHP) demands AS 3990 bolting standards for coupling fasteners and ISO 4406 cleanliness codes for grease lubrication in harsh dust environments.
Global manufacturers: Lovejoy (USA – jaw couplings), Rathi (India-global – gear couplings), KTR (Germany – disc/diaphragm), Fenner Drives (UK – elastomeric), Kop-Flex (USA – gear couplings), TB Wood’s (USA – disc couplings).
Typical costs USD 2025:
- Rigid sleeve coupling (2″ shaft): $200-500
- Jaw coupling (100 HP): $300-800
- Gear coupling (500 HP): $2,500-5,000
- Disc coupling (200 HP): $3,000-7,000
- Diaphragm coupling (high-speed): $8,000-15,000
Essential Coupling Tools & Equipment
SKF TKSA 51 Laser Alignment Tool – $7,800 USD: Measures parallel/angular misalignment to 0.0005″ precision. Essential because 0.002″ TIR tolerance prevents 80% bearing failures. API 686 compliance requires laser-grade accuracy. ROI: $3,500 ÷ $50K prevented bearing failure = immediate payback.
Fluke 805 Vibration Meter – $2,500 USD: Detects coupling imbalance (1x RPM vibration) before bearing damage. Gear coupling tooth wear creates 2x RPM peaks. Early detection prevents $25K gear replacement.
Mitutoyo 2110S-10 Dial Indicator – $450 USD: Measures coupling backlash (gear couplings) and runout (balance verification). 0.010″ backlash maximum tolerance. Precision required for ISO 1940 G2.5 balance quality.
Extech IR267 Thermal Camera – $800 USD: Non-contact coupling temperature measurement. Overheating (>120°C) indicates grease migration or friction. Early warning prevents carbon buildup on gear teeth.
Mobil SHC 629 Synthetic Grease Kit – $250 USD: NLGI Grade 2, high-temperature (-20°C to 150°C) for gear/disc couplings. API 671 compliant. Proper lubrication extends coupling life 3x vs. conventional grease.
Starrett 684M Feeler Gauge Set – $120 USD: Measures disc/diaphragm coupling bolt preload clearance. Ensures proper disc stack compression without over-stressing. Essential for high-precision installations.
Deepen Your Expertise with Online Courses
Coursera: “Industrial Maintenance & Reliability” (University of Buffalo): Learn coupling alignment procedures, vibration analysis, and predictive maintenance techniques. 4 months, 5 hours/week. Covers API 686 alignment tolerances and ISO 10816 vibration standards. Perfect complement to this guide. [COURSERA_AFFILIATE_LINK]
Coursera: “Vibration Analysis & Condition Monitoring” (Georgia Tech): Advanced coupling imbalance detection, coupling stiffness effects on critical speed, and bearing protection strategies. Essential for engineers implementing coupling maintenance programs. [COURSERA_AFFILIATE_LINK]
Udemy: “Rotating Machinery Maintenance” (Engineering Institute of Technology): 12-hour course covering coupling types, installation procedures, and misalignment troubleshooting. 25,000+ students enrolled, 4.6/5 rating. Hands-on focus. [UDEMY_AFFILIATE_LINK]
Conclusion: The Misalignment Prevention Framework
Bottom line:
✅ Rigid couplings demand <0.001″ TIR alignment—only for perfect installations
✅ Gear couplings tolerate 0.025″ parallel offset but require lubrication discipline
✅ Disc/diaphragm couplings provide zero backlash for high-speed precision (10,000+ RPM)
✅ Jaw couplings absorb shock loads but spider material selection is critical
✅ Laser alignment to 0.002″ TIR per API 686 prevents 80% bearing failures
✅ Coupling balance G2.5 quality mandatory for 3,000+ RPM operation
Selection decision tree:
- Alignment precision available? → Rigid coupling (lowest cost)
- High torque + moderate misalignment? → Gear coupling (industry workhorse)
- High speed + zero backlash? → Disc/diaphragm coupling
- Shock loads + vibration? → Jaw/elastomeric coupling
- Angular misalignment? → Universal joint
Your next step:
→ Download FREE Coupling Selection & Alignment Checklist (includes torque calculation, misalignment tolerance matrix, installation procedure)
→ Subscribe to engineering updates via email
→ Enroll in Coursera’s Industrial Maintenance & Reliability course
→ Read next: Vibration Analysis Masterclass (ISO 10816 standards)
Don’t accept 0.005″ TIR alignment. One bearing failure costs $50K-250K. Laser alignment investment ($3,500) prevents 10+ failures over equipment life. Verify coupling balance. Document torque values. Prevent multi-million-dollar rotating equipment failures with disciplined coupling selection and alignment practices.